




观看我们的产品视频,就像打开了一扇通往声测管型号产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
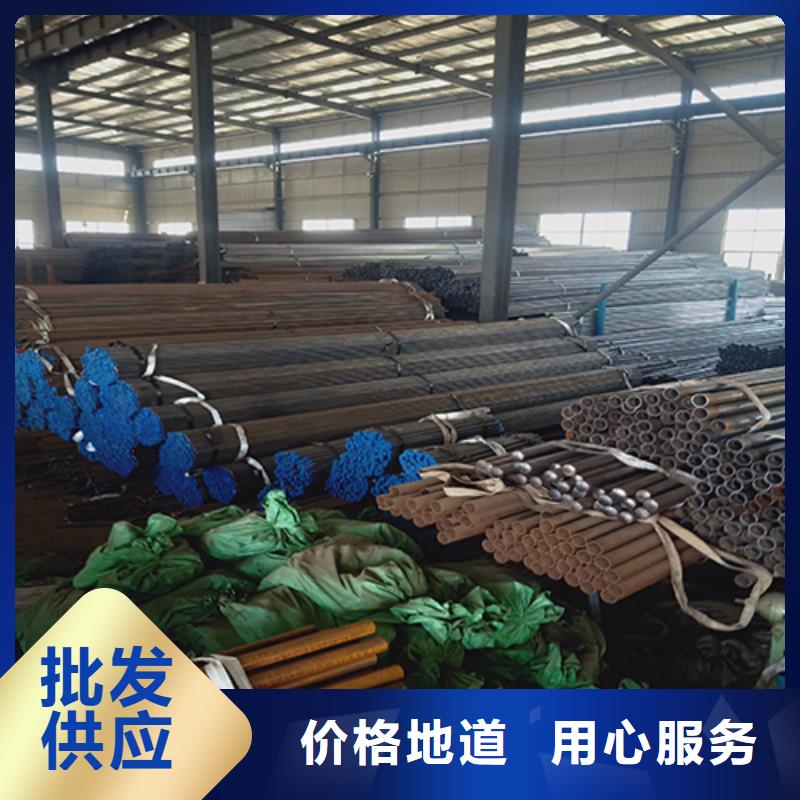
以下是:声测管型号的图文介绍

具体内容如下:1、浙江台州本地外观:用目测和手感检查声测管无毛刺、浙江台州本地裂缝、浙江台州本地结疤、浙江台州本地折叠、浙江台州本地分层、浙江台州本地搭焊缺陷、浙江台州本地划道、浙江台州本地刮伤、浙江台州本地焊缝错位、浙江台州本地烧伤、浙江台州本地薄的氧化皮。弯度不大于5mm/m2、浙江台州本地尺寸:外径±1.0%3、浙江台州本地壁厚:±5%4、浙江台州本地抗拉强度:(MP)≥315MP5、浙江台州本地拉伸试验:(伸长率)≥14%6、浙江台州本地压扁试验:当两压平板间距离为声测管外径的3/4时,应不出现裂纹7、浙江台州本地弯曲试验:声测管不带填充物,弯曲半径为公称外径的6倍,弯曲角为120°,声测管不出现裂纹8、浙江台州本地液压试验:声测管两端封口注入水压为5MP时,声测管无渗漏9、浙江台州本地涡流损伤:声测管焊缝无沙眼、浙江台州本地裂缝10、浙江台州本地密封试验:外压P=215S/D无渗漏,接口不变形11、浙江台州本地内压P=215S/D无渗漏,接口不变形12、浙江台州本地拉拔试验:在常温下,就应能承受3000N的拉拔力,持续60min连接部分无松动、浙江台州本地断裂13、浙江台州本地振动试验:在试验压力1.2MP下,持续10万次振动,接头无渗漏和脱落现象14、浙江台州本地扭矩试验:扭力距120N.m,持续10min,接头不发生滑移15、浙江台州本地硬度试验:HRB≥90声测管管壁硬度我公司专业生产声测管,销售声测管,我们的产品经过层层把关,质检,出场,我们都会经过第三方质检。质量符合行业标准。公司坚持不断创新的宗旨,时刻牢记客户至上的原则,努力实现品牌的扩张和企业规模的跳跃!


声测管加固处理操作要点声测管厂家操作要点a、浙江台州当地施工管理人员必需按方案及图纸组织施工。b、浙江台州当地如出现堵管,堵管的处理要快速及时,不能慌乱,要按顺序一步步尽快处理。c、浙江台州当地注浆过程中要采取相应的措施来防止堵管,如多做试验选定合理的凝结时间,意压力的变化,如压力升高要及时芯管。d、浙江台州当地水泥浆液若发生沉淀、浙江台州当地离析现象,应进行二次搅拌。e、浙江台州当地施工过程中做好注浆施工的各种记录,及时了解注浆压力和流量变化情况并进行综合分析,判断注浆效果是否满足设计要求,注浆作业时,每200mm记录一次注浆参数。f、浙江台州当地注浆过程进行实时监测,若管片出现上抬趋势,及时停止注浆,并采取相应补救措施,如在上部进行注浆加压等。g、浙江台州同城锤击钢管不能用力过猛,可小力多次锤击,采用冲击钻。钢管外壁可涂抹润滑油,便于钢管下穿。h、浙江台州同城做好防喷涌措施,在施工前现场必须备好木塞、浙江台州同城棉胎、浙江台州同城快速水泥、浙江台州同城大锤等应急物资,出现涌水、浙江台州同城涌砂的现象立即封堵注浆孔。例如在广佛线某标段加固处理过程中出现涌沙情况,首先我们要找到涌沙管,然后用带尖木棍绑上编织袋,将其打入涌沙管,即可堵住涌沙。e、浙江台州同城需进行隧道底加固处理的隧道段均处于软弱地层,注浆容易引起管片的抬升和变形,因此施工过程中一定要加强管片监测,做到注浆与监测同步,当隧道变形超过1cm,抬升超过2cm时要立即停止注浆。施工总结隧道软弱地层经过注浆加固处理后,可以改善砂层层状、浙江台州同城提高软弱土层的承载力,使其可以满足结构使用要求。而且在加固的过程中,我们可以根据现场管片的实际姿态,通过加强局部注浆,可以纠正管片姿态。特别是我们防喷涌装置在注浆中的应用,大大提高了加固过程中的性,为类似工程提供了很好的借鉴作用。桩基声测管检测时主要考虑两方面的规范内容。混凝土灌注桩检测规范依据的是:《建筑地基基础工程施工质量验收规范》(GB50202-2002)和《建筑桩基检测技术规范》(JGJ106-2003)中的相关要求。



日升昌钢管声测管厂家遵循诚信经营, 浙江台州500桩尖货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 浙江台州500桩尖产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。 公司经营以诚信为原则,管理上坚持以人为本,服务上以客为尊、规范经营。公司全体人员勇于开拓、团结奋进、继往开来、孜孜拼搏 ,抓住社会经济展的大好形势,积主动与同行加强交流,广交社会各界朋友 ,与时俱进,迈向新的历程!


接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏
